|
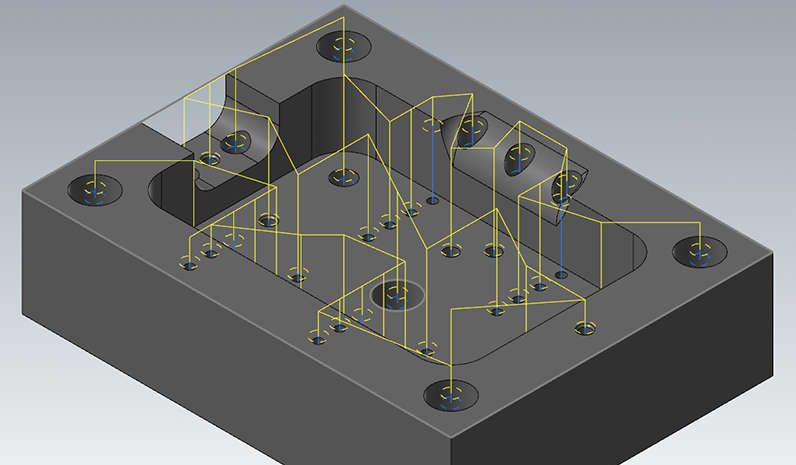
Based on user-defined parameters, the Drill strategy automatically identifies all the holes that are suitable for drilling. It provides optimal ordering and linking, supports holder avoidence, rest machining and advanced features that helps ease and optimize drilling operations.
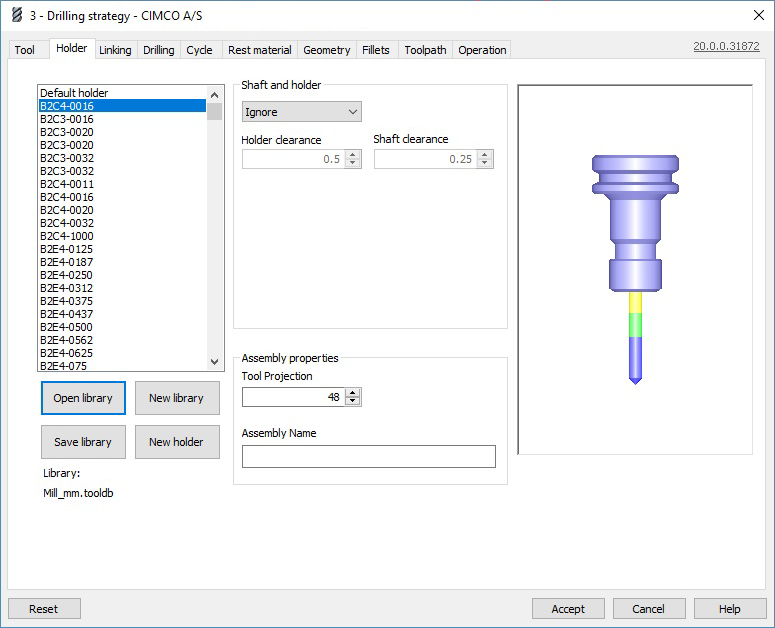
An existing tool can be selected from the topmost section, or a new tool can be created by clicking 'New tool' or from the right-click menu.
The tool parameter fields below are automatically updated when a tool is selected. The tool drawing on the right reflects the values and is updated each time a field is exited. The right-click menu can also be used to access the HSM tool library, described below.
The flute length does not have an effect on the shape of the cutter paths unless a taper angle is applied. Tapered tools add the shape of a cone of the given taper angle from the vertical axis. The bottom of the (truncated) cone is tangential to the shape at the tip, and the top is at the flute length above the tip. For tapered tools, the tool definition is straightforward for ball nosed and flat bottomed tips, but for bull nosed tips the standard convention is more complicated: the shaft diameter refers to the diameter of the bottom of the conical surface and not the diameter of the virtual toroidal shape that would be within the tapered shape.

|
|
In the section Shaft and holder you can define holder and shaft collision checks and how the toolpath should respond to detected collisions. In particular, this is where you can define to tilt the tool in case of a collision, effectively creating a 5-Axis toolpath.
Note that these collision checks require additional calculation time when the toolpath is generated, but ensures that the shaft and holder do not collide with the part if used.
The following parameters can be set to control the collision detection (note that not all parameters are available for all strategies):
Collision detection policy
The dropdown menu lets you select how HSM Performance Pack should react to a detected holder collision. The following options are available (depending on the selected strategy):
Ignore
With the option Ignore, collisions between the shoulder, shank, holder and the work piece are ignored.
Trimming
When the trimming option is selected, toolpath will be trimmed away in areas of holder collisions.
Detect length
With the option detect length, HSM Performance Pack checks toolpath and suggests a flute length to the user for which any holder collisions are avoided.
A warning such as the following will be provided to suggest a tool:
“Warning: Tool flute must be increased by 53.04 to avoid holder gouge.”
Fail on collision
With the option fail on collision, the toolpath generation fails in case the software detects a holder collision.
The following is an example error which is provided to help the user in removing the gouge:
“Error: Holder Gouge detected at point (37.7439,-57.5288,0), tool axis: (0,0,1), linking path #102”
Holder clearance
The Holder clearance defines the safety distance between the holder and the stock. If the holder gets closer to the part (or stock) than this distance, it will be treated as a collision.
Shank clearance
The Shank clearance defines the safety distance between the shank and the stock. If the shank gets closer to the part (or stock) than this distance, it will be treated as a collision.
|
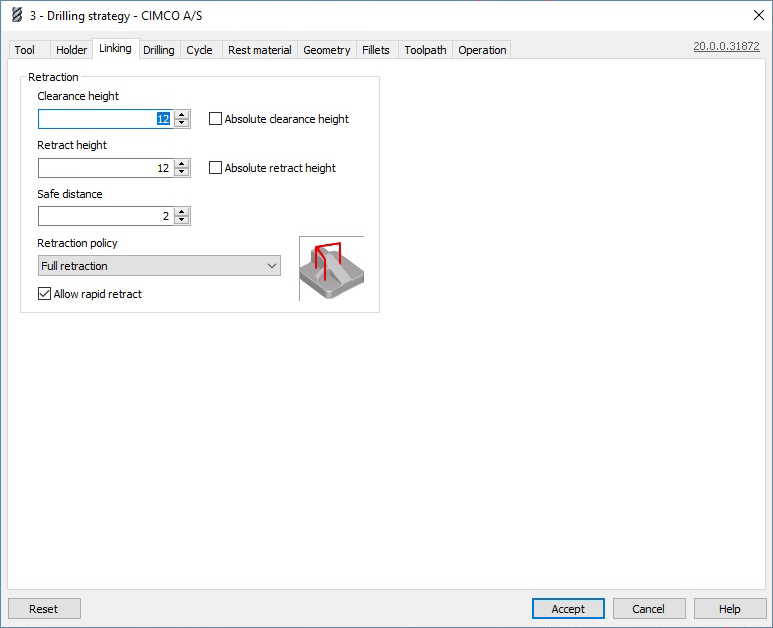
Clearance height
The Clearance height defines the first height to which the tool moves before the start of the toolpath. The height is relative to the top of the surface to be machined.
The field Absolute clearance height can be enabled to define an absolute Z value instead.
Retract height
The Retract height defines the height to which the tool retracts between cutting passes. The linking moves at this height are carried out at rapid speed. The height is relative to the top of the surface to be machined.
The field Absolute retract height can be enabled to define an absolute Z value instead.
Safe distance
The Safe distance defines the minimum distance between the tool and the part surfaces during shortest path retract moves. This distance is measured after the stock to leave has been applied, so if a negative stock to leave is used, special care should be taken that the safe distance is large enough to ensure that no collisions occur.
Retraction policy
The Retraction policy determines how moves between cutting passes are done. Shortest path is the shortest possible path (which often includes moves in all three axes), Minimum retraction is straight up to the lowest height where the tool will be clear of the part (by safe Z distance), and Full retraction is to the clearance plane.
Allow rapid retract
By enabling Allow rapid retract, vertical retract moves will be carried out at rapid speed. If this is not enabled, retracts will be carried out at the lead-out feedrate.
|
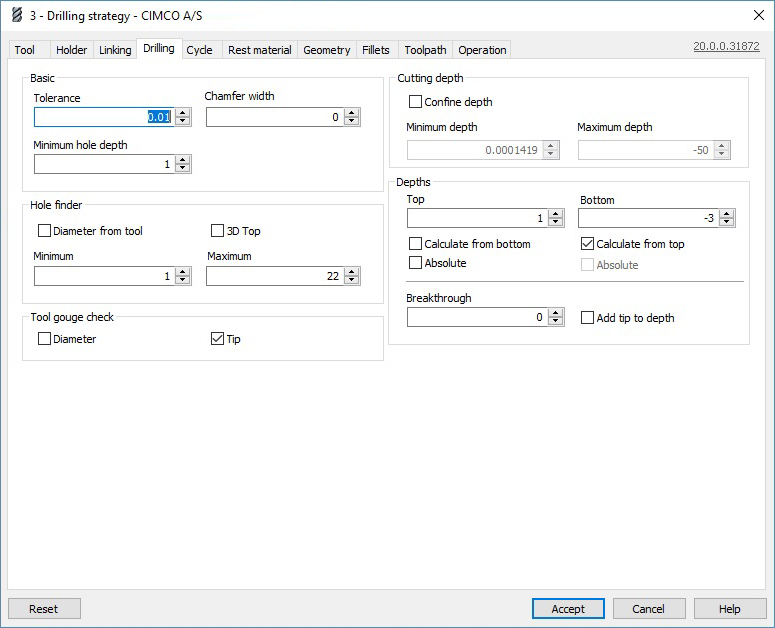
Tolerance
Tolerance defines the maximum value the toolpath is allowed to deviate from the surface of the input geometry. A small tolerance value yields more precise toolpaths at the expense of longer computation times.
Chamfer width
Allows to apply chamfers on the top of cylinders geometry.
|
Minimum hole depth
All holes with depths less than provided value are ignored. This setting affects performance. It works slower for smaller values.
3D Top
Specifies that only 3D top of holes should be drilled.

|
Diameter from tool
Specifies that values provided as Minimum and Maximum are related to the tool. For example if Minimum is equal to -0.1 and Maximum is equal to 0.1 and tool diameter is 4.0. Drilling search for holes with diameters between 3.9 and 4.1.
Minimum
Specifies minimum diameter for holes which should be drilled.
Maximum
Specifies maximum diameter for holes which should be drilled.
Diameter
Final toolpath is gouge checked using tool without tip if enabled.
Tip
Final toolpath is gouge checked if enabled.
Confine depth
Activate confine depth to specify depth limits for the toolpath, useful for machining deep pockets, where the upper areas are to be machined with a shorter tool, and the lower areas with a longer tool.
Minimum depth
The minimum depth is the height at which the cuts begin.
Maximum depth
The maximum depth is the final cutting depth of the operation.
Top
Specifies additional distance applied to top.
Calculate from bottom
Top is calculated from bottom if enabled.
Absolute
Top specifies absolute height for drilling if enabled.
Bottom
Specifies additional distance applied to bottom.
Calculate from top
Bottom is calculated from top if enabled.
Absolute
Bottom specifies absolute depth for drilling if enabled.
Breakthrough
Specifies addition distance apllied to bottom.
Add tip to depth
Decrese bottom by tip height to avoid leaving material.
|
|
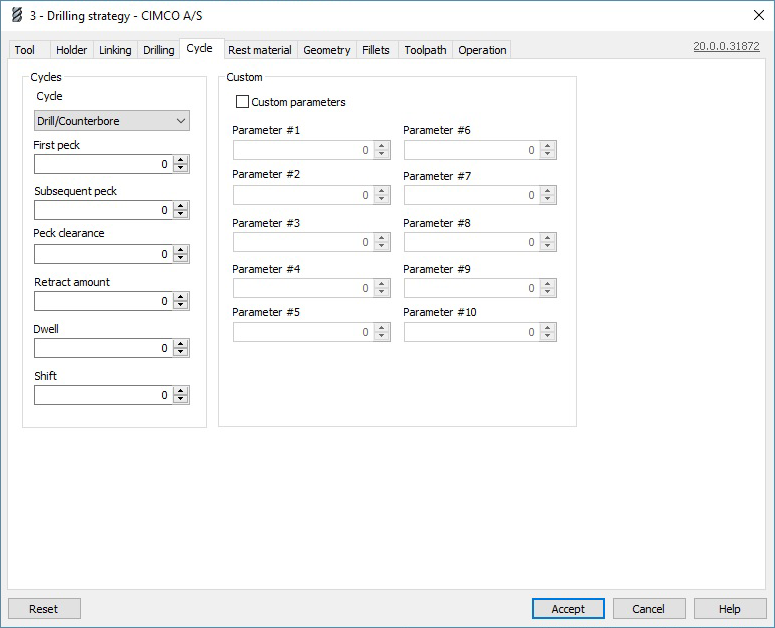
Cycle
Type of drilling cycle.
First peck
Subsequent peck
Peck clearance
Retract amount
Dwell
Shift
Custom parameters which are used for drilling cycle.
|
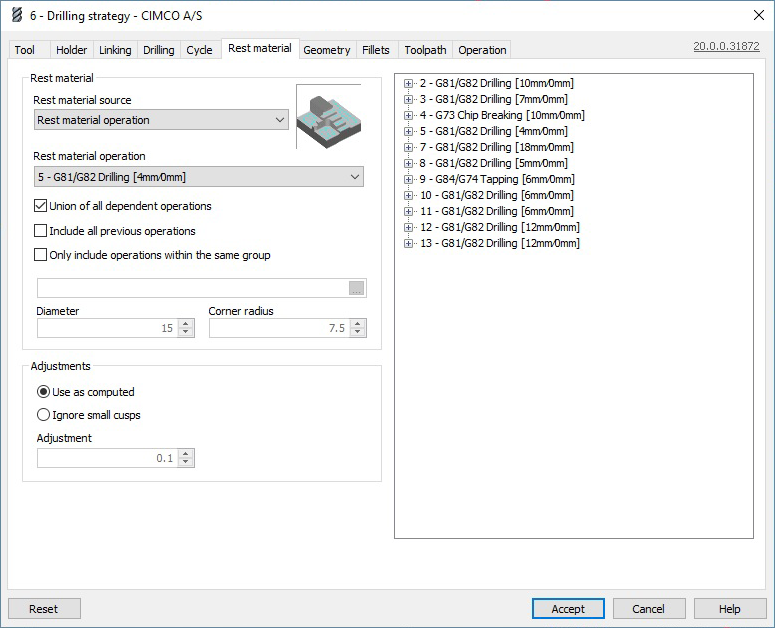
Rest material source
The dropdown menu rest material source lets you select the method for calculating the rest material to be removed by this operation. The following options are available:
Disabled: Defines that the current operation is not a rest machining operation. Choose this to carry out a regular operation.
Rest material operation: The rest material is calculated as the material left behind by one or more earlier operations. This is the most accurate method to use, as it works from where the tool actually went in the earlier operation, taking into account the space needed for lead in/out motions, as well as any other limitations of the earlier operations. This is also the only way to take more than one operation into account. Due to the increased precision, this method may take longer than other options to calculate. The operations which should be included in the rest material calculation are selected below.
Rest material STL file: The remaining material is calculated from a STL file, defining a pre-roughed or cast part, for example. The STL file must be specified below.
Rest material tool: Uses a theoretical tool to calculate the rest area, left by this tool, and uses it as basis for the rest material calculation. The theoretical tool is specified by its diameter and corner radius.
Rest material operation
Use the dropdown menu rest material operation to select the operation to be used as basis for the rest material calculation. Use the last of the operations if the result of more than one operation is to be used as basis.
Union of all dependent operations
Selecting the option union of all dependent operations will use the selected operation and any operations the selected operation depends on as basis for the rest material calculation.
Include all previous operations
Selecting the option include all dependent operations will use the selected operation and any operations above the selected operation in the operations manager as basis for the rest material calculation.
Only include operations within the same group
Selecting the option only include operations within the same group will use the selected operation and any operation above the selected operation which is in the same toolpath group as the selected operation.
Rest material STL file
Use the field rest material STL file to select the STL file to be used as basis for the rest material calculation. Right click to browse for a file or select it from a “recent files” list.
Adjustments
It is possible to adjust the rest material model for a better result:
Use as computed means no adjustment is used.
Ignore small cusps causes any areas of rest material smaller than the adjustment specified below to be ignored.
Adjustment
The adjustment is the size of the adjustment used when machine small cusps is used.
In the field on the right, all operations for the part created with HSM Performance Pack can be seen. The listing for each operation shows the operation type and the tool used, and can be expanded to also show the comment and stock to leave. The listings for each operation can be expanded or collapsed by clicking the plus or minus sign next to it. By right-clicking on an operation, it is also possible to view (but not change) all parameters for the operation, or expanding or collapsing all operations. When the rest material source is set to rest material operation, then it is possible to select the source operation by right-clicking it here and selecting Select. When the rest material source is set to Rest material tool, then it is possible to fill in the tool shape parameters by right-clicking an operation using the relevant tool, and selecting Fill-in tool parameters.
|
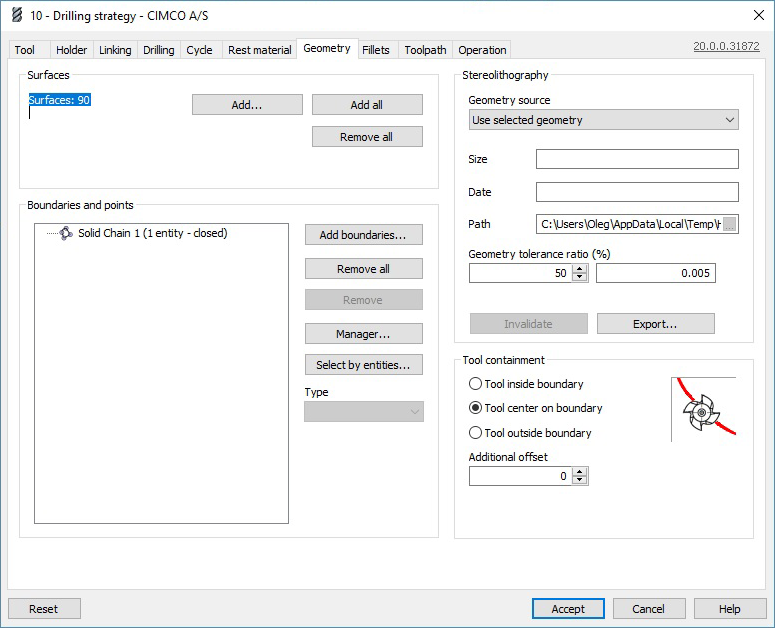
Add...
Click the Add... button to select the specific surfaces that should be machined by this operation.
Add all
Click the Add all button to select all surfaces to be machined by this operation.
Remove all
Click the Remove all button to remove all surfaces from the selection and so they are not machined by this operation.
Boundaries and points
The list Boundaries and points shows the boundaries and points for the operation. Boundaries and points can be added or removed by using the buttons Add boundaries... or Remove all.
Add boundaries
The Add boundaries... button allows the user to add one or more points or boundaries to the operation.
Remove all
The Remove all button removes all boundaries and points from the operation.
Remove
The Remove button only removes the selected boundary or point from the operation.
Manager...
The Manager... button enables you to switch to the Mastercam chain manager, and allows the boundaries or points to be edited there.
Select by entities...
The Select by entities... button changes to the graphics window, where the user can select an entity. The boundary containing that entity (if any) is then selected.
Type
From the dropdown menu type the type of boundary can be selected. The available options are:
Contact
Machining
The available options for points are:
Drill
Entry
Home
Geometry source
From the dropdown menu Geometry source, the source of the geometry can be selected. The following options are available:
Use selected geometry
The option Use selected geometry generates the triangulation model for the toolpath generation from the selected geometry.
Use STL file
The option STL file lets you select an STL file which will be used for the toolpath generation. This can be particularly powerful when very large files are used, for which triangulation takes a long time. In this case a pre-generated STL file avoids lengthy re-calcuations. Note however, that it may be dangerous to use an external STL file since this will not automatically reflect any changes made to the CAD model.
Size
The field Size contains the file size of the STL file.
Date
The field Date contains the creation date of the STL file.
Path
Use the field Path to select the location of the STL file in your file system or define where the temporary STL file should be stored.
Geometry tolerance ratio
The Geometry tolerance ratio (%) defines the fraction of the operation tolerance (specified in the toolpath tab) used for generating the STL. The remainder is used for generating the toolpaths from the STL. This setting is ignored when using an external STL file. If the tool is very small, this value should be lowered to ensure that filets are represented correctly by the STL, and for complex parts, it is sometimes possible to reduce the calculation time by reducing this value.
Invalidate
The Invalidate button causes a new STL file to be recalculated at the next regeneration, regardless of the file policy setting.
Export
The Export button exports the current STL file to an external STL file for use in other programs or for comparison in verification.
Tool Containment
Use the radio buttons under tool containment to define the which part of the tool should be contained by the defined boundary. The following options are available:
Tool inside boundary
Using this option, the tool will be completely contained within the boundary.
Tool center on boundary
Using this option, the center of the tool will be contained by the boundary.
Tool outside boundary
Using this option, the tool may go over the boundary until the outside of the tool touches the boundary.
Additional offset
The additional offset defines an offset by which the previously defined tool containment is offset from the selected contour.
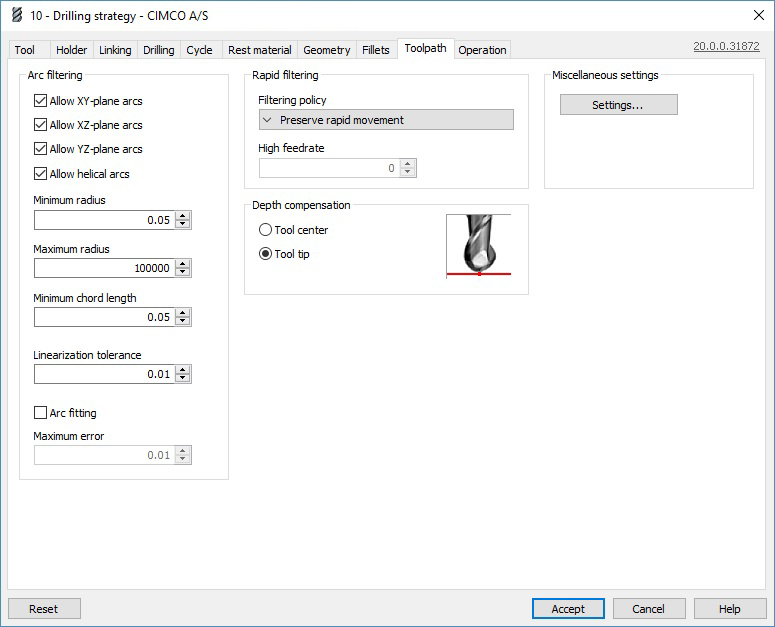
The toolpath tab contains various parameters which are needed to configure the toolpath and properly execute it on the CNC machine, such as arc filtering and other toolpath filters.
|
Arc filtering
The checkboxes under Arc filtering let you configure in which planes (XY-plane, XZ-plane, YZ-plane or helical arcs) arcs should be output to the machine as actual arcs (i.e. G2/G3), instead of being output as line segments (G1).
Minimum radius
The Minimum radius defines the radius below which an arc is output as line segments.
Maximum radius
The Maximum radius defines the radius above which an arc is output as line segments.
Minimum chord length
The Minimum chord length defines the arc chord length below which an arc is output as line segments.
Linearization tolerance
The Linearization tolerance is the tolerance used when arcs are to be converted to line segments, either because arcs are disallowed in that plane, or because the arc is too large or too small.
Arc fitting
Use the option Arc fitting to fit arcs where it is possible.
Maximum error
Defines the maximum error (distance) of the arc fitting to the geometry.
Filtering policy
Rapid filtering defines when rapid moves should be converted to linear moves (G1 in ISO code) at a high feed rate. The following filtering policies are available:
Preserve rapid movement: Rapid moves are always output as rapid moves (G0 in ISO code), even if they are in all three axes simultaneously. This option should only be selected if rapid moves on the machine are synchronized as linear moves.
Preserve Z-axis and XY-plane rapid movement: Rapid moves are output as rapid moves (G0 in ISO code) if they are along the Z axis or in the XY plane, but are converted to linear moves (G1 in ISO code) at a high feed rate if they are in all three axes.
Preserve vertical rapid movement: Rapid moves are output as rapid moves (G0 in ISO code) if they are vertical (i.e. along the Z axis), and are otherwise converted to linear moves (G1 in ISO code) at a high feed rate.
Preserve horizontal rapid movement: Rapid moves are output as rapid moves (G0 in ISO code) if they are horizontal (i.e. in the XY plane), and are otherwise converted to linear moves (G1 in ISO code) at a high feed rate.
Preserve one axis rapid movement: Rapid moves are output as rapid moves (G0 in ISO code) if they are in one axis only, and are otherwise converted to linear moves (G1 in ISO code) at a high feed rate.
Map to high feed cutting: All rapid moves are converted to linear
moves (G1 in ISO code) at a high feed rate.
High feed rate
High feed rate defines the feed rate used when rapid moves (G0 in ISO code) are converted to linear moves (G1 in ISO code).
Depth compensation
Depth compensation lets you choose in which way the toolpath should be vertically adjusted to the tool radius. The following options are available:
Tool center
The output toolpath corresponds to the path of the tool center.
Tool tip
The output toolpath corresponds to the path of the tool tip.
Miscellaneous
The Settings button opens up the Mastercam dialog for setting the miscellaneous values.
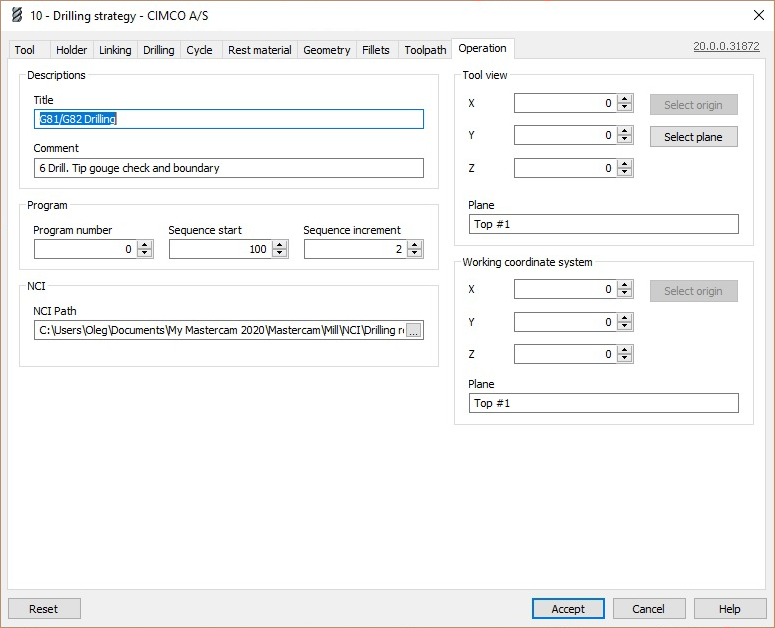
The operation tab lets you define important parameters for the execution of the toolpath on the machine. For example, here you can set the file name of the output NC file, define the working coordinate system, or configure the line numbering of the output file.
|
Title
In the Title field you can define the name of the operation as it will be displayed in the Operation manager of Mastercam.
Comment
The Comment field lets you add an additional description of your machining strategy, and can be used to further document parameters, purpose etc. of the operation.
Program number
The field Program number lets you give the output NC program a number.
Sequence start
Sequence start defines the starting line number of the output NC program.
Sequence increment
The Sequence increment defines the increments in the line numbering of the output NC program.
NCI path
In the field NCI path you can define the name and path under which the output file should be saved. Click the icon [...] in the field to browse your file system for a desired directory.
Tool view
The parameters under Tool view define the tool plane and origin for 5 axis positioning.
You can define the X, Y and Z coordinate of the tool view through the respective fields. Furthermore, you can select the origin and select the tool plane by clicking on the respective buttons.
Working coordinate system
The parameters under Working coordinate system defines the working coordinate system used in the operation.
You can define the X, Y and Z coordinate of the working coordinate system through the respective fields. Furthermore, you can select the origin by clicking on the respective button.