HSM Performance Pack introduces Hybrid Strategy
The new Hybrid strategy combines the advantages of Contour3D with the Scallop and Parallel strategies enabling users to easily create cutting passes for both steep and shallow areas in a single operation.
Users often prefer Contour3D for machining steep areas and Scallop or Parallel for shallow areas. However, this approach requires that several operations are created and that machining angles, contact boundaries and machining boundaries are configured. This is time consuming and often the ordering of toolpaths will not be optimal.
The new Hybrid strategy provides an alternative which is much easier to configure and that ensures optimal toolpath ordering.
How it works
The Hybrid strategy creates contour passes by default and lets the user configure an additional strategy (Scallop or Parallel) to use in shallow areas. Several machining modes are supported which can be configured by selecting the desired “Strategy”, for shallow areas, and a “Method” that determines where and how the strategy should be applied.
The Hybrid strategy is still in development with additional features planned before release. In the following we will look at the combinations, currently available, for setting “Strategy” and “Method”. In the configuration, options are divided into two sections – Steep and Shallow. The options in the Shallow section change depending on which “Strategy” and “Method” is chosen.
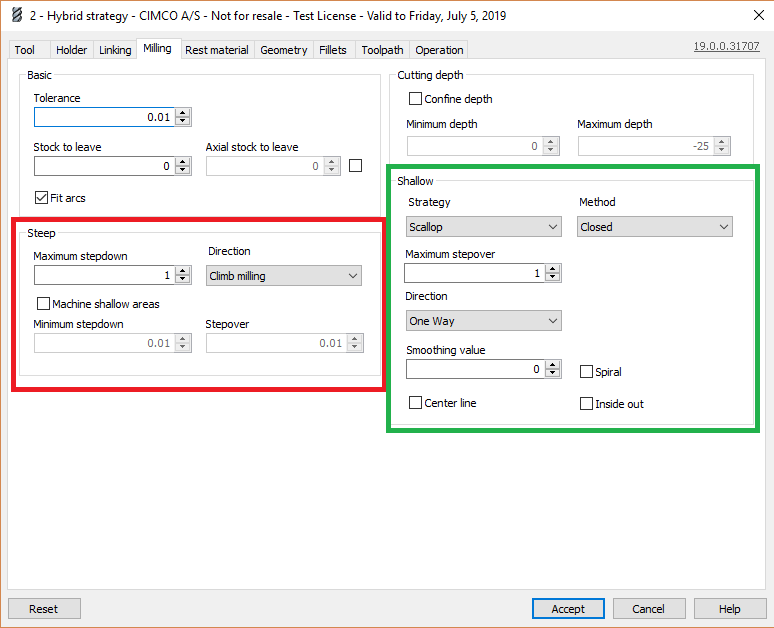
Strategy: Scallop / Method: Closed
With these settings, HSM Performance Pack begins by automatically creating contour passes based on the specified stepdown value (Maximum stepdown). Only those where distances between passes does not exceed the Maximum stepover value are kept.
Next, using the contour passes as boundaries, the empty areas are “filled” with scallop toolpaths.
This approach results in all passes being closed unless trimmed for other reasons (boundaries, holders, etc.). The best result is achieved with parts that have a consistent Z value in shallow/steep areas which results in minimum variation in the XY distance between passes.
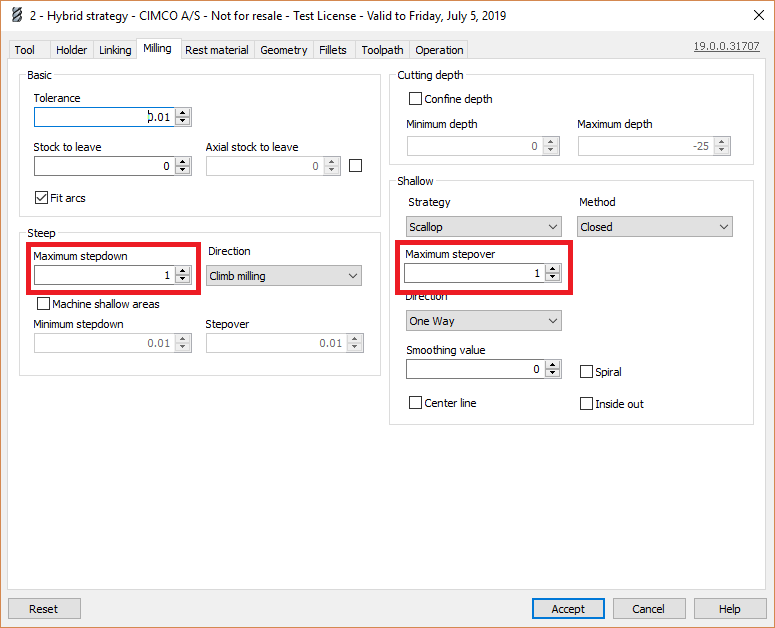 Image above: Setting Maximum stepdown and Maximum stepover values.
Image above: Setting Maximum stepdown and Maximum stepover values.
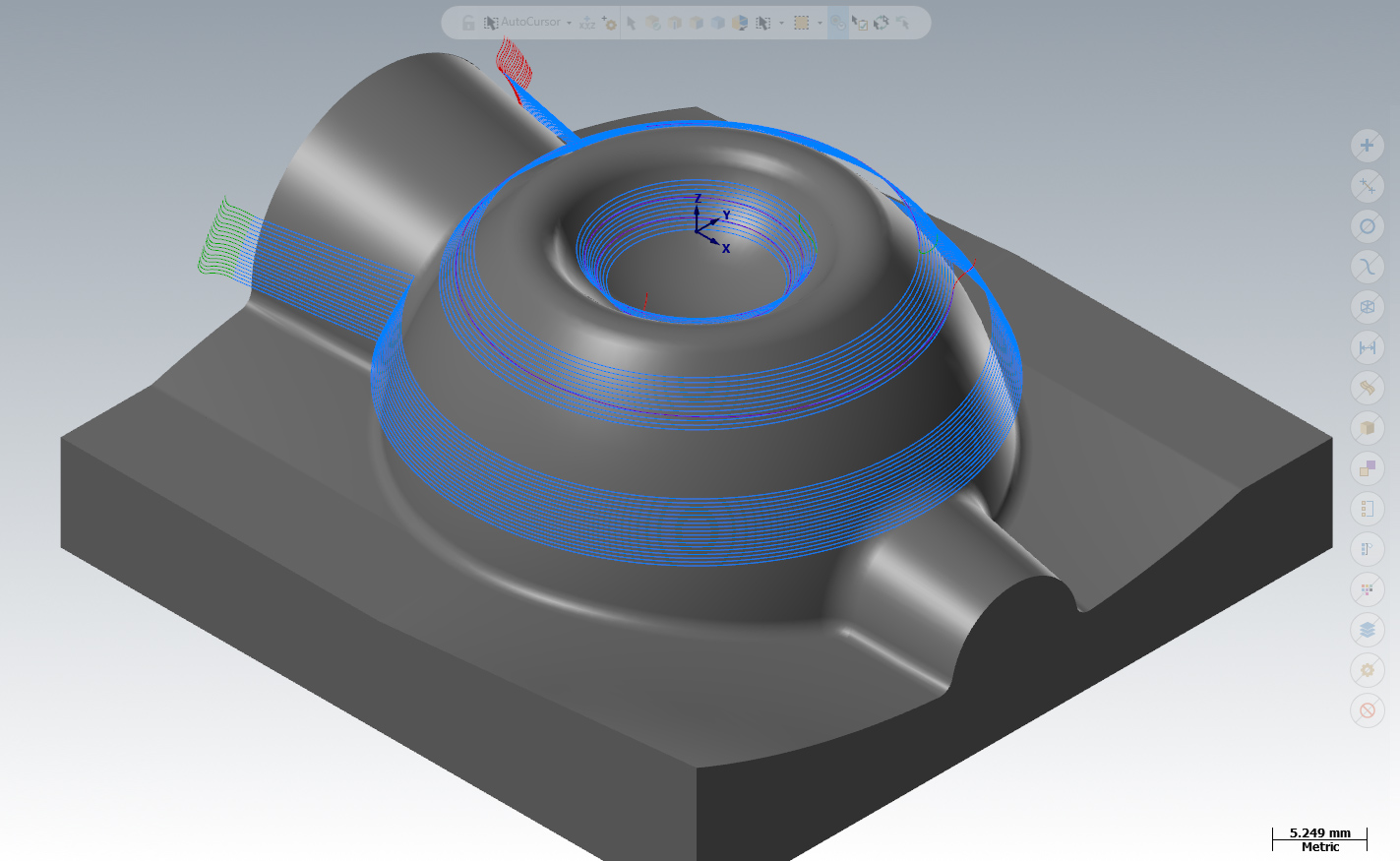 Image above: Contour passes which are kept. Empty areas will be filled with Scallop toolpaths.
Image above: Contour passes which are kept. Empty areas will be filled with Scallop toolpaths.
These contour passes are kept because the maximum distance between passes, in the XY plane, is less than the Maximum stepover value. Contour passes are removed at the lower area towards the bottom because variations in the Z value at this point, due to the topology of the part, results in a greater distance between passes than allowed by the Maximum stepover value. The empty areas are then “filled” with scallop toolpaths as can be seen in the result below.
 Image above: Resulting contour and scallop toolpaths.
Image above: Resulting contour and scallop toolpaths.
Strategy: Scallop / Method: Trim
With these settings, HSM Performance Pack uses the “Shallow angle” value to automatically define machining boundaries that determine in which areas contour and scallop passes are created.
It is recommended not to change the default 45 degrees “Shallow angle” value as this describes the best boundary value between shallow and steep areas. Scallop passes are created in areas with angles between 0 degrees and the “Shallow angle” value (45 degrees) while Contour passes are created between the “Shallow angle” value (45 degrees) and 90 degrees.
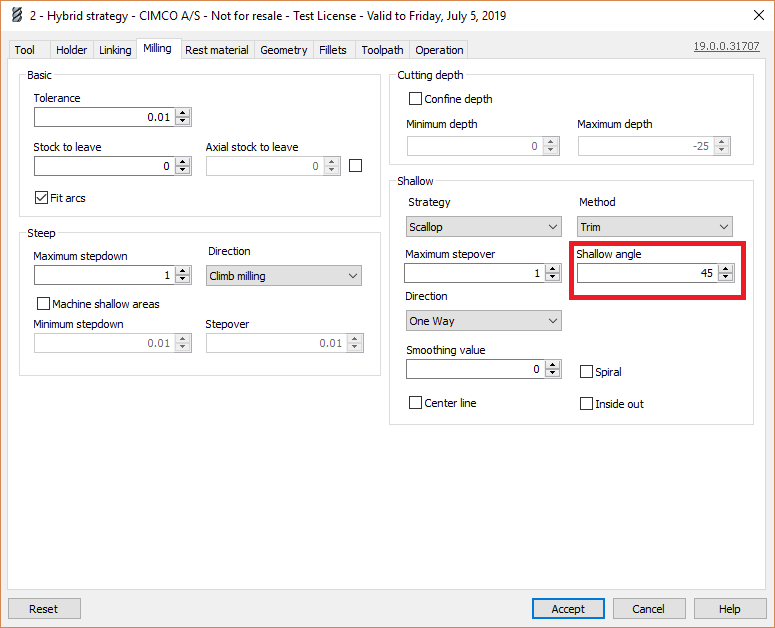 Image above: Shallow angle set to 45 degrees. Scallop toolpaths are then created in all areas with angles up to 45 degrees.
Image above: Shallow angle set to 45 degrees. Scallop toolpaths are then created in all areas with angles up to 45 degrees.
 Image above: Resulting contour and scallop toolpaths.
Image above: Resulting contour and scallop toolpaths.
Strategy: Parallel / Method: Fixed direction
With these settings, HSM Performance Pack uses the “Shallow angle” value to automatically define machining boundaries that determine in which areas contour and parallel passes are created.
Parallel passes are created in areas with angles between 0 degrees and the “Shallow angle” value. Contour passes are created in areas with angles between the “Shallow angle” value and 90 degrees. The option “Machining angle” enables users to specify the direction of the parallel passes.
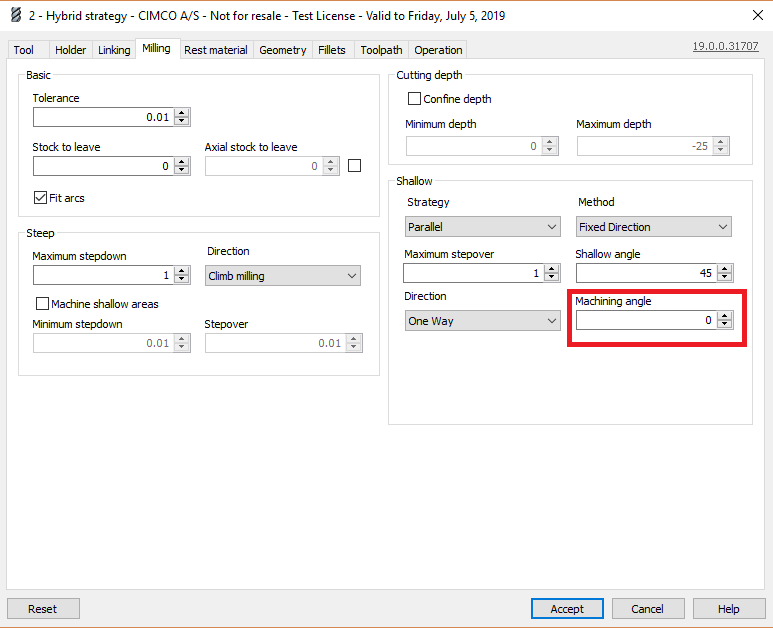 Image above: Machining angle set to 0 degrees
Image above: Machining angle set to 0 degrees
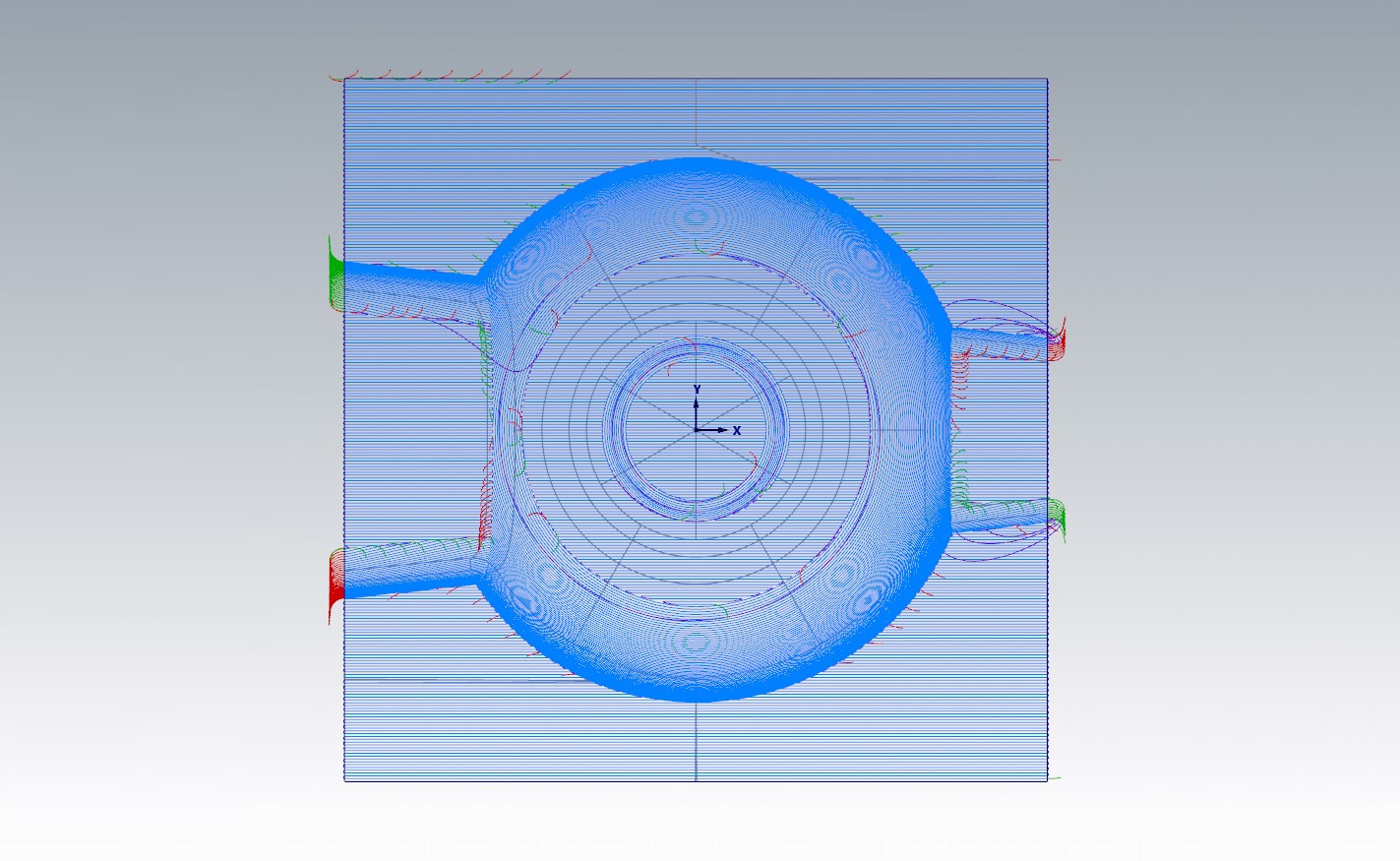 Image above: Resulting contour and parallel toolpaths. All parallel passes are 0 degrees as specified.
Image above: Resulting contour and parallel toolpaths. All parallel passes are 0 degrees as specified.
Strategy: Parallel / Method: Automatic direction
These settings are almost similar to the above for “Fixed direction”, however, with “Method” set to “Automatic direction”, HSM Performance Pack automatically determines the best direction for the parallel passes in each area.
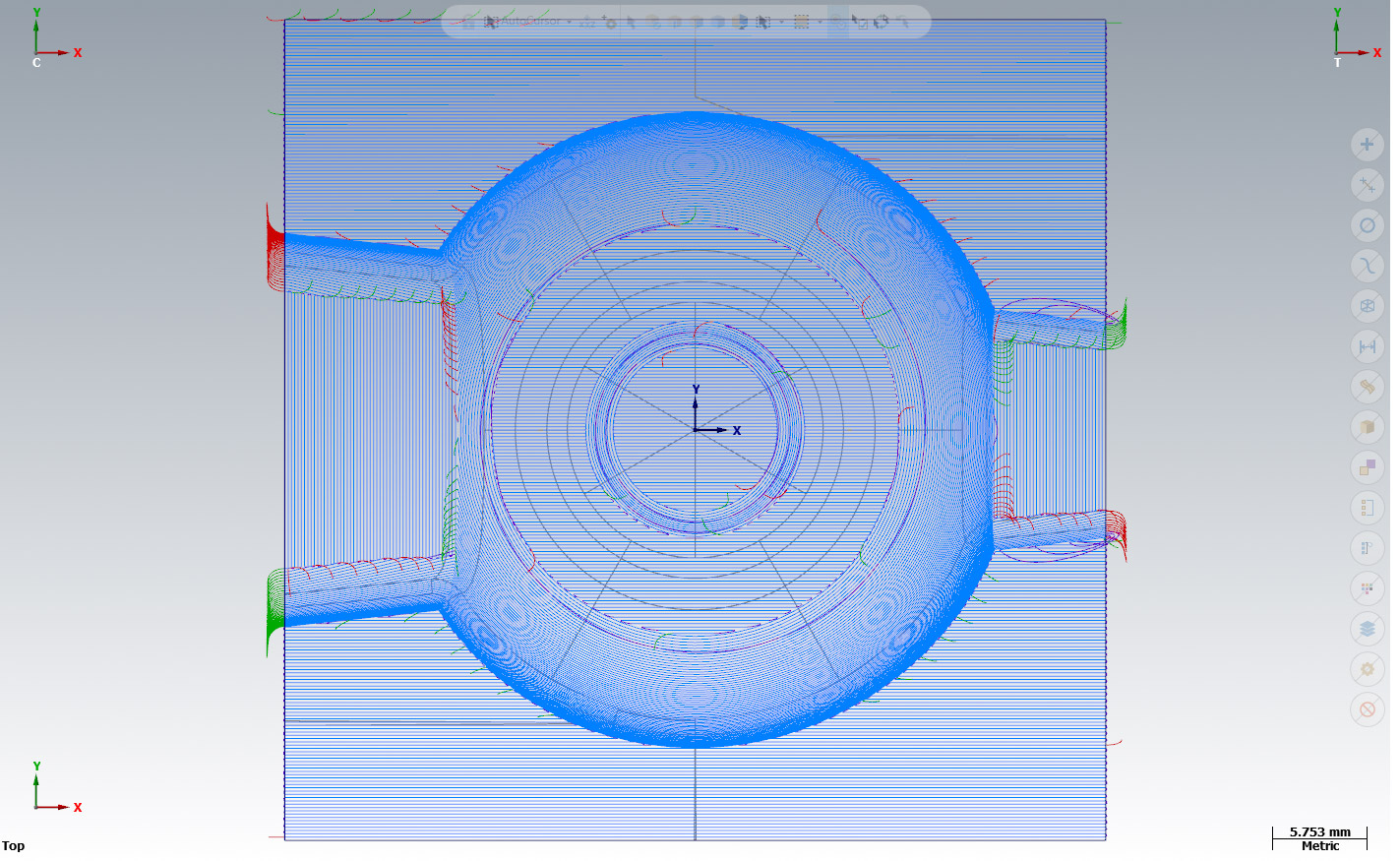 Image above: Resulting contour and parallel toolpaths with “Automatic direction” enabled. Notice that the direction of the parallel passes vary in different areas of the part. Compared to the previous image, showing “Fixed direction”, the direction of the passes on the left and right side have been set differently by HSM Performance Pack.
Image above: Resulting contour and parallel toolpaths with “Automatic direction” enabled. Notice that the direction of the parallel passes vary in different areas of the part. Compared to the previous image, showing “Fixed direction”, the direction of the passes on the left and right side have been set differently by HSM Performance Pack.
Try our demo part
For examples of using the Hybrid strategy in HSM Performance Pack, please look at our demo part “Hybrid”.

